
Wed Oct 28 16:14:08 CET 2015
|
![]() falloutboy
|
Kommentare (4)
| Stichworte:
Getriebe
falloutboy
|
Kommentare (4)
| Stichworte:
Getriebe
 transmission-dimensions transmission-dimensions
Abmessungen gebräuchlicher US Automatikgetriebe |
Sat May 02 13:52:51 CEST 2015
|
![]() falloutboy
|
Kommentare (6)
| Stichworte:
Motor
falloutboy
|
Kommentare (6)
| Stichworte:
Motor
EMISSIONS TESTING In emissions testing, technology is king. It plays the leading role in ensuring legislation targets are achieved, while enabling engineers to face increasingly difficult challenges. Comments Hill: “The system controller has to be flexible to handle a multiplicity of configurations within the system, and that’s what we’ve managed to achieve. It will enable us to fulfill future OEM requirements, which will be for more components with a greater capacity for customization.”
Dr Dean Tomazic, executive VP and CTO at FEV, argues that the most effective emissions testing takes into equal consideration the engine, transmission, vehicle integration and chassis development. “You have to work all technologies together,” he says. “In simulation you need to go through lots of scenarios to identify the best configuration that will enable you to meet your targets. There’s a lot of upfront work to configure the overall system and then optimize each component. The rest is calibration and application work, and from an algorithm development perspective, with new software in the controller, we look at airpath models to minimize engine-out emissions, as well as different direct-injection strategies and warm-up strategies to optimize the catalyst operations.” “Estimating gas species, temperatures and pressures inside the middle of the cat is necessary, says CTO David Price. “You can easily put in the temperature probes, but trying to get an undistorted sample of gas out of the middle is almost impossible without disturbing the flow. We use temperature samples at various points inside, and immediately in front of and behind each element of the cat.” He continues, “Getting any piece of equipment that’s used to working on a test bench to work onboard a vehicle is difficult. When you run on a test bench, you’ve got all the electrical power you want, but onboard you don’t want to load the vehicle with electrical systems because it skews the results if you start drawing power from the alternator. That means running off batteries, which means traditional vacuum pumps that produce a lot of heat are out of the question because they’ll flatten batteries very quickly.” New kid on the block International variations |








Mon Mar 30 13:54:10 CEST 2015
|
![]() falloutboy
|
Kommentare (5)
| Stichworte:
Getriebe
falloutboy
|
Kommentare (5)
| Stichworte:
Getriebe
The customer came in with the complaint of poor fuel economy and noticed a difference in the tachometer reading during a steady cruise. This problem was very intermittent and happened when the engine was warmed up after a long drive. After climbing a slight grade, the transmission would down shift to 3rd gear and disengage the TCC (Torque Converter Clutch). After the grade was passed the TCM (Transmission Control Module) would try to reengage the TCC. The check engine light would flash and set DTC PO740 (TCC Slip), the TCM disengaged overdrive and TCC engagement for the rest of the ignition cycle. The customer would notice at a 60 mph cruise the tachometer was almost 3000 rpm. When the transmission is working properly, the tachometer should read approximately 2500 rpm at 60 mph. We hooked up our diagnostic software for a test drive and tried to capture the data line. Using the software gave us a good look at what was happening. Figure #1 is a recording of the drive from 0 mph to a steady cruise and then back to a stop. This transmission uses two solenoids to control the TCC application, the TCC On/Off solenoid and the TCC PWM (TCC Duty Cycle) solenoid. These solenoids are applied simultaneously. The TCC PWM solenoid goes to 100% (Duty Cycle) when the TCM first commands it on and drops to 0% (Duty Cycle) when fully engaged. The TCC PWM solenoid is used to cushion the engagement. When the TCC PWM solenoid is at 100% it is exhausting TCC apply fluid. When the TCC PWM solenoid is at 0% the TCC is applied full pressure. You can see on Figure #1 that every time the TCM shuts off the TCC On/Off solenoid the TCC PWM solenoid will be stroked to keep the valve body bores clean of debris. Normally when the TCC is engaged the TCC slip should be low (0-20 rpm). You can see that this recording shows the slip in more detail (Figure # 2A). Notice that Figure #2B has numbers attached to it for explanation. At frame 610 you will see a marker going up and down the screen. This mark represents the point on the recording at which the data is being displayed. Lets take a look at the numbers on Figure #2B and identify them. It sounds as though you have a TCC PWM bore that's worn out. We frequently get this call on the HelpLine. The graphs you have displayed show the TCC on/off and the TCC PWM doing their job as far as the TCM is concerned.The interestingpart is how you determined the valve body bore might be worn. Knowing the solenoids are being commanded is half the adventure. Verifying the solenoid is working is the key. The bore being worn is virtually impossible to confirm outside the vehicle We installed a new sleeve and converter regulator valve to the valve body bore. We captured another graphic after the repair to verify the fix. Figure #3 shows normal apply and application of the TCC PWM and the TCC on/off solenoids. The slip of the TCC RPM in conjunction to the TCC PWM is now on time and working correctly. |




Sun Mar 29 18:27:04 CEST 2015
|
![]() falloutboy
|
Kommentare (3)
| Stichworte:
Motor
falloutboy
|
Kommentare (3)
| Stichworte:
Motor
Der wohl beste Artikel den ich jemals über dieses Thema gelesen habe. Teil03 Installation, Measurement and Adjustment Tips
Here’s the TRICK:
With these three things written down:
As you might notice, we are using the outside diameters of the shaft and roller to calculate this standard from, because these are easily measured with common tools. But it is their centerlines that are so important. Jim Miller has been involved in the racing industry for more than 30 years. Jim’s roots stem from amateur racing, starting at 16 but by age 17, he was the youngest Ford trained line mechanic authorized to do warranty work on all of Ford’s factory muscle cars. At the age of 21 Jim was invited to take over Chief Mechanic duties for Dyno Don Nicholson’s Pro Stock Maverick, which Jim respectfully would decline – passing the opportunity on to Jon Kaase. Jim holds a number of patents for valve train design and is the proprietor of MID-LIFT Precision Geometry. Jim can be reached at 1777 Blount Rd., 501 Pompano Beach, FL 33069. Phone 954-978-7001. |







Sun Mar 29 18:23:59 CEST 2015
|
![]() falloutboy
|
Kommentare (0)
| Stichworte:
Motor
falloutboy
|
Kommentare (0)
| Stichworte:
Motor
Der wohl beste Artikel den ich jemals über dieses Thema gelesen habe. Teil02 Setting Geometry Graphing the Cam at the Valve Shoe Tip Rocker Geometry Twisted Rockers Ratio & Geometry |
Sun Mar 29 18:22:37 CEST 2015
|
![]() falloutboy
|
Kommentare (5)
| Stichworte:
Motor
falloutboy
|
Kommentare (5)
| Stichworte:
Motor
Der wohl beste Artikel den ich jemals über dieses Thema gelesen habe. Teil01 Rocker Geometry ROCKER ARM GEOMETRY seems to raise its head every now and then, and when it does, I rarely ever see it stated accurately. Too often a sound bite of only a small piece of information is taken out of context and then used as the Gospel, totally ignoring the other dynamics that revolve around it. In some cases, something totally erroneous is stated that is not only wrong, but makes no sense for anyone who just stops and thinks about it objectively. Background of Rocker Geometry Why did this continue? Definition Importance Two Geometries What Rocker Geometry IS NOT Alternative Geometries |

Wed Mar 25 13:58:15 CET 2015
|
![]() falloutboy
|
Kommentare (0)
| Stichworte:
miscellaneous
falloutboy
|
Kommentare (0)
| Stichworte:
miscellaneous
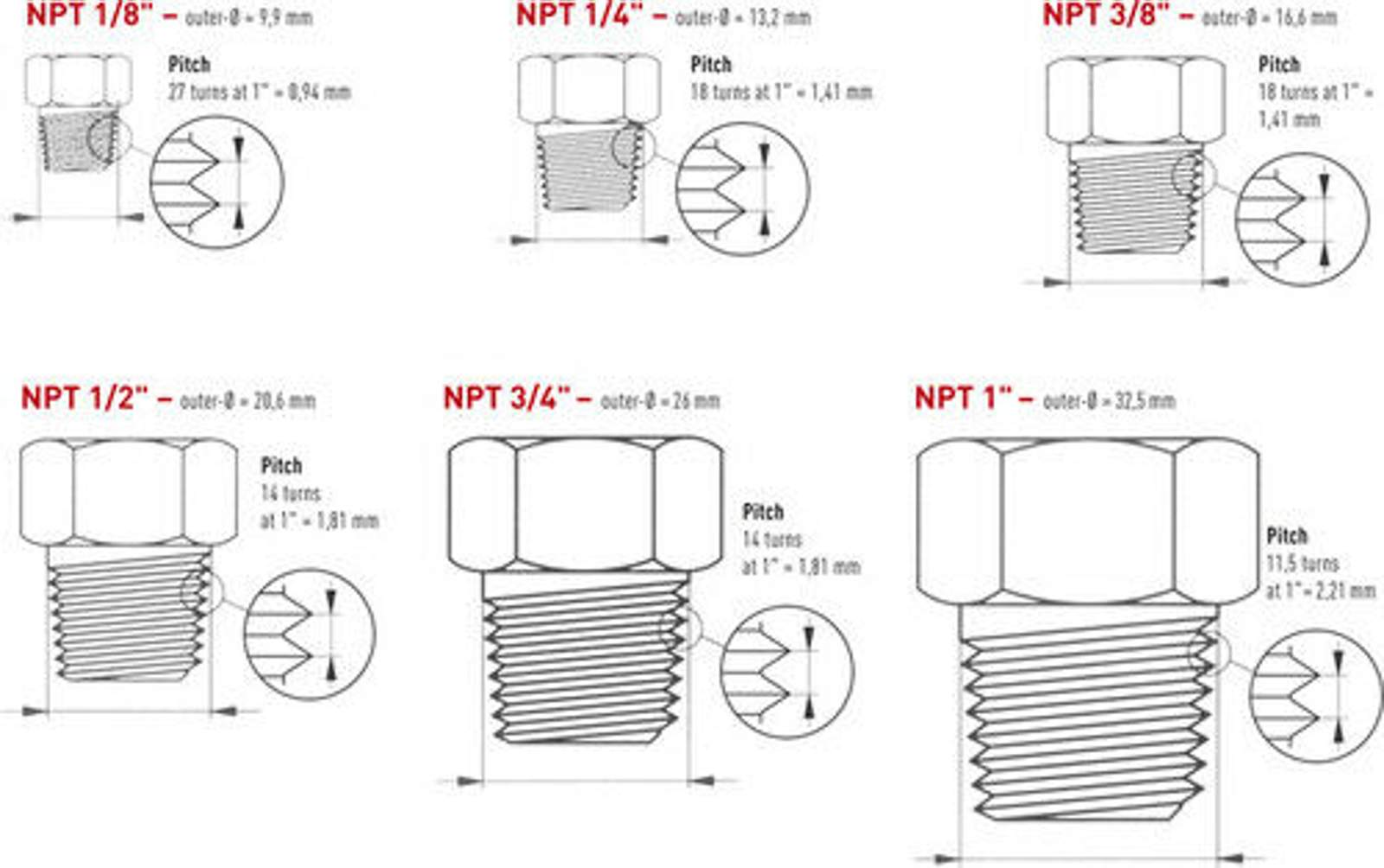
Einleitung Jedes amerikanische Auto bis in die frühen 80er hinein hat zöllige Schrauben. Komplett und ohne Ausnahmen (naja, bis vielleicht auf die 14mm-Zündkerzengewinde). Danach wurde schrittweise und bei Einzelaggregaten auf metrische Verbinder umgestellt. Allerdings ist die Umstellung bis heute nicht vollständig abgeschlossen, da das SAE-System in Nordamerika stark verankert und überall präsent ist. Der Grund für das zöllige Maß ist die Herkunft aus der angelsächsischen Maßwelt – obwohl gerade diese kurioserweise heute längst größtenteils metrisch mißt. So sind England oder auch Australien längst metrisch. Kanada ist ein Mischfall. Eigentlich wird metrisch gemessen, aber durch die Nähe zu den USA sickern viele Einflüsse des SAE-Systems durch tägliche Gegebenheiten wie den Autoverkehr ein. Speziell in den USA (und in einigen wenigen kleineren Ländern) hat sich das metrische System bis heute nicht durchgesetzt und ist lediglich durch Importgüter wie Autos oder Haushaltsgeräte präsent. Auch bei uns ist das metrische System in Bezug auf Schrauben nicht omnipräsent. Z.B. durch die amerikanisch geprägte Computertechnik kommt zölliges Schraubengut zu uns. Zöllig ist nicht gleich zöllig, da gibt es noch Varianten. Ich werde mich hier aber auf die im US-Autobereich gebräuchliche Schrauben beschränken. Auch britische Gewindevarianten wie das Whitworth-Gewinde werde ich weglassen. Grundlagen Vergleicht man die Maße der metrischen und zölligen Gewinde miteinander, wird man keine Übereinstimmung feststellen. Durchmesser, Steigung und Gangzahl sind anders. Die einzige Gemeinsamkeit ist bei beiden der Gewindeflankenwinkel von 60°. Die US-Gewinde sind aber nicht kompatibel zu beispielsweise den britischen Whitworth-Gewinden, die trotz - oberflächlich betrachtet – gleichem, zölligen Gewindedurchmesser aber einen Flankenwinkel von 55° haben und somit völlig inkompatibel zu Unified-Gewinden sind. An amerikanischen Autos sind fast nur Schrauben mit Grobgewinde (UNC) oder grobem Blechschraubengewinde im Einsatz. Feingewinde kommen auch vor, sind aber deutlich in der Minderzahl. Sie sind beispielsweise an Vergasern zu finden. Einer der Vorteile des zölligen Systems ist die bei Ami-Cars sehr begrenzte Zahl von verwendeten Schrauben-/Gewindegrößen. Man kann so ein altes US-Auto mit einer sehr übersichtlichen Anzahl von Schlüsselgrößen nahezu komplett zerlegen. Trotz genormter UNC/UNF-Gewindeformate wird man bei genauer Betrachtung feststellen, daß sich 99% der an US-Autos verwendeten Schrauben grundlegend von gewöhnlicher Baumarkt- oder Schaubenhandelsware unterscheiden. Diese Unterschiede sind spezielle Zugeständnisse an die einfache und schnelle Handhabe am Fließband oder an einen besonderen Zweck (wie zum Beispiel Festigkeit oder Einbau an einem unzugänglichen Ort). Auch ist die Qualität von richtigen Autoschrauben um einiges höher als die von Schüttware. Systematik Schrauben unterhalb von 1/4 werden nicht in Brüchen dargestellt. Dafür verwendet man einfach natürliche Zahlen von 0-12. Eine Schraube #12 ist also eine Größe unterhalb von 1/4. Eine #0 ist sehr klein. Die Kennzeichnung, daß es sich um eine Zollschraube handelt wird mit obenstehenden Anführungszeichen deutlich gemacht, z.B. 1/2". Man sieht also: man sollte in Mathe bei Bruchrechnung nicht gepennt haben! Ich werde Rechnen hier weitgehend vermeiden, aber man sollte halbwegs wissen, was ein Bruch ist. Nomenklatur Eine davon ist die Anzahl der Gewindegänge pro Zoll. Diese wird dem Gewindemaß mit einem Bindestrich nachgestellt. 3/8-16 beispielsweise bedeutet, daß ,man eine Schraube mit 3/8 inch-Gewinde und 16 Gewindegängen pro Zoll vor sich hat. Eine weitere angefügte Information ist die Schraubenlänge, die ebenfalls in Zoll angegeben wird. Diese kann entweder ebenfalls al Bruch dargestellt sein, oder aber auch als Dezimalzahl. Beispiel: 3/8-16 x 1 ½ oder 3/8-16 x 1.5 Die Benennung von Feingewinden ist von der Sache her das gleiche. Eine 3/8-Feingewindeschraube fällt in der Benennung sofort durch ihre höhere Gangzahl auf, die bei 3/8 lautet: 3/8-24 x 1.5 Bei allgemeinen Zollschrauben ist das bereits alles an notwendiger Information. Da es – wie oben bereits erwähnt – für Autos besondere Schrauben gibt, sind bei Autoschrauben noch besondere, weiterführende Informationen in der Bemaßung hinzugefügt. Das kann z.B. ein Teilgewinde sein, eine aufgepreßte Unterlegscheibe, ein spezielles Material oder eine Oberflächenvergütung. 3/8-16 x 1.5 wsh 1.0 bezeichnet eine Schraube mit 3/8-Gewinde, 16 Gängen pro Zoll, anderthalb Zoll Länge und einer Unterlegscheibe von einem Zoll Durchmesser. Da bei komplexen Schrauben an Autos die Benennung ellenlang werden würde (zu lang für viele Manuals) haben Ford und GM eigene Nummernsysteme für Schrauben eingeführt. Bei GM ist es eine der Teilenummernlogik folgende 10-stellige Nummer, bei Ford ist es ein Buchstabe, Bindestrich und eine fünfstellige Zahl, z.B. S-54735. Wird in einem Manual irgendwo eine Verschraubung dargestellt, steht diese Nummer daneben. Zu Chrysler habe ich keine Informationen. Beispiele Sie sind normalerweise aus hochwertigem Stahl gemacht und am Ende der Produktion phosphatiert und in schwerem Maschinenöl geölt. Sie sind zwar nicht wirklich rostfrei, lassen sich aber im Regelfall auch nach 30 Jahren noch problemlos rausdrehen. Nach einem gründlichen Reinigen kann man sie oft wiederverwenden, so robust sind sie. Hergestellt wurden und werden sie von der Firma SEMS. Zu erkennen ist das Herstellerzeichen oben auf dem Sechskant. GM hat ähnliche Schrauben für Karosserien entwickelt. Ihnen fehlt allerdings die Führungsnase. Stattdessen hat man die Schrauben vorne spitz konstruiert und das Gewinde bis auf die Spitze gezogen. So hat die Schraube auch bei nicht ganz richtigem Ansetzen bereits Grip und die Form hilft auch in gewissen Grenzen gegen das verkanten. Sonderformen von zölligen Gewinden: Schrauben messen Zu diesem Zweck eignet sich am besten eine Schieblehre. Es gibt diese in digitaler Form oder mit einer Skala. Ich habe zwar schon digitale gesehen, die auch Fractions in Zoll anzeigen können, die sind aber recht selten. Daher zeige ich Euch die einfacherer Variante mit einer Skalenlehre. In diesem Fall habe ich eine Lehre mit zwei Skalen. Eine metrieche in cm/mm und eine in inch. Bei etwas drüber-nachdenken ergibt sich daraus, daß die Skala somit bis zur 1"-Marke 16/16 hat.
TIPP: Es ist schwieriger, das ganze dezimal zu messen und dann die 6,74mm in einen Bruch umzurechnen. Daher ist es praktikabler, auf Umrechnungen ganz zu verzichten und komplett in der zölligen Welt zu bleiben. Vergleich Karosserieschrauben Mitte: Rechts: Man sieht deutlich, wie sich die Materialien mit dem Niedergang der Fertigungsqalität in den 80ern und 90ern massiv verschlechterten. Ich habe neulich an einem 2000er PT Cruiser geschraubt. Die Schrauben sahen noch schlimmer aus als die der Corvette. Vergleich U-Nuts / J-Nuts Wenn mal eine Schraube wirklich festgammelt, sind oft nicht die Schrauben schuld, sondern die U-Nuts. Auch bei diesen geht die Qualität weit auseinander. Auch dazu habe ich ein Bild. Zweite von links: Dritte von links: Rechts: Nachtrag: Nachtrag 2: |













Wed Mar 25 13:57:20 CET 2015
|
![]() falloutboy
|
Kommentare (3)
| Stichworte:
Getriebe
falloutboy
|
Kommentare (3)
| Stichworte:
Getriebe
BORGWARNER’S LATEST FRICTION PLATES ARE IMPROVING AUTOMATIC TRANSMISSION EFFICIENCY In the development of new vehicle components, manufacturers are obliged to consider customers’ needs, such as fuel efficiency and shifting |

Wed Mar 25 12:25:36 CET 2015
|
![]() falloutboy
|
Kommentare (2)
| Stichworte:
Motor
falloutboy
|
Kommentare (2)
| Stichworte:
Motor
Cooler by design Cranfield University’s Advanced Motorsport Engineering MSc allows students to get closer to Formula 1 through interaction with professionals in the industry, detailed academic courses, a group design project and an individual thesis. One of the 2014 theses looked at evaluating the required air mass flow rate through the sidepods needed to reject the waste heat produced by the F1 powertrains to comply with the new 2014 regulations. Computation fluid dynamics was used to investigate the potential cooling and aerodynamic benefits of five different The 2014 F1 technical regulations concerning powertrains have provided considerable challenges to the engineers regarding the packaging of the cooling system. The addition of a turbocharger has resulted in more required heat rejection to the air flowing through the sidepods. The oil and water cooling requirement for the engine remains relatively the same for the 2014 V6 engine compared with the 2013 V8 engine, but the addition of the charge air cooler results in a much higher requirement of cooling air mass flow. There is also an increase in electronics Designing the most efficient cooler configuration has ample benefits as it affects the three performance differentiators of the 2014 season – power, aerodynamics and reliability. Firstly, effective cooling of the charged air reduces the density of the air going into the cylinder. This allows more molecules of oxygen per unit volume to be reacted and means more fuel can be combusted per cycle, allowing for a higher IMEP. Secondly, the e ective cooling of the air, water and oil will reduce the average operating temperature of the engine and so extend the life of the engine. The reliability and life of all the components in the engine is crucial to the successful operation and racing of the car since only  ve powertrains were allowed per season per driver in 2014. The enlarged sidepods of the 2014 cars provide a major reduction in aerodynamic efficiency of the vehicle as they slow down more air and reduce the clean  ow of air to the rear of the vehicle. It would therefore be of benefit to any team to be able to increase the heat transfer abilities of the cooling systems and reduce the cooling air mass flow rate. The CFD process used a generic sidepod geometry generated in Catia V5, with the five different cooling cores input as finite tubes of What is interesting to note is that Configuration 4 yields the highest heat rejection rate at the car’s maximum velocity of 90m/s. This is due to it having the cooler CAC in front of the warmer radiator, so the absorption of heat into the cooling air is maximised. The pressure drop across the configurations are also of interest because it is no good having a cooling system that rejects the heat but costs a significant internal aerodynamics drag penalty. Now, what is of further importance is to observe what the air is doing after it has left the cooling cores and how this affects the rear of the vehicle. The air velocity uniformity at the sidepod outlet is of concern because it affects the aerodynamics at the rear of the car. The sidepod inlet shape determines the air mass flow distribution and thus the outlet flow condition. The ideal situation would be to have uniform air mass flow distributions through the cooling cores, and no severe pressure gradients at the outlet. Observing the rear of the sidepod (so looking forward towards the outlet) we can see a comparison of the outlet velocity streamlines of each configuration. Rotational flow The vortex exiting on the left (1) is produced from, initially, the flow over the last row of tubes at the bottom of the water radiator The advantage of having a CAC which cools the air down to a lower temperature is that this air has a higher density, and so more molecules of air can be induced by the engine per cycle allowing for improved engine breathing. Graph 3 shows that, in order to achieve the same output power, for a poorer performing CAC, a higher pressure ratio over the compressor would be required. This higher pressure needed to pump this relatively hotter air would require more power from the turbine wheel, and so result in higher back pressure in the exhaust manifold – bad for scavenging, and less energy available for the MGU-H. The overall effective design of the cooling system has a holistic benefit on the F1 package, in so far as aerodynamics and power are concerned. |












Wed Mar 25 12:21:49 CET 2015
|
![]() falloutboy
|
Kommentare (0)
| Stichworte:
Elektrik
falloutboy
|
Kommentare (0)
| Stichworte:
Elektrik
Using Solid State Relays Relays have been around since the year dot, but solid state (ie electronic) relays are much newer devices. They don’t have any moving parts that can wear out, can be triggered by tiny currents but can in turn switch enormous currents, and can be tweaked to do quite a few interesting things. Traditional Relays Using Relays is a good grounding in relays and their automotive uses. Electronic Relays In addition to never wearing out, an electronic relay can potentially switch very large currents. When equipped with a suitable heatsink, the relay shown here can handle 100 amps continuously and cope with a very short term switch-on current gulp of 240 amps. Those are huge numbers. Jaycar SY4086 The relay has four connections. The ones marked ‘input’ are connected to power (anything from 3 to 32 volts DC) to switch the relay on. Note that these connections are polarity conscious – positive must go to positive and negative to the car’s chassis or negative terminal of the battery. Here is the relay wiring. In this diagram the relay is operated by a switch. Close the switch and power is applied to the left hand end of the relay – what in a mechanical relay would be the coil connections. This switches the relay on, so allowing current to flow to the load (the load could be a lamp, pump, motor, etc). Here’s the same diagram but in this case the one power supply feeds the relay the juice needed to switch it on and also powers the load. Finally, the electronic relay can be switched on and off by another electronic module – if the module outputs any voltage between 3-32V DC, it can be used to switch the electronic relay.
Uses
The most obvious use of an electronic relay is to replace a traditional relay. However, in most automotive cases this isn’t worth doing. To replace existing relays, much rewiring will be need to be done and unless the existing relays are being used in an application that is causing them problems, no real benefits will occur. However, there are some cases where it would still be a positive. For example, in a car using really high powered driving lights, and where the lights are switched on and off a lot, traditional relays may have a short life. The electronic relay would then be a good upgrade.
A better use is to use the electronic relay where only a small switch-on current is available. For example, sensitive pressure switches, micro-switches and many temperature switches are rated for very low currents. But because of the low current draw of the electronic relay, these switches can be used without problems. Existing switches such as radiator temperature switches and oil pressure switches can also be used without problems. Pretty well any warning light or LED can be used to additionally trigger the relay – the relay’s input connections are simply wired in parallel with the LED or warning light (use a multimeter to check the polarity of the power feed to the light or LED.)
If an electronic module has a pulsed output but cannot handle the load current, the electronic relay can be used to increase the capability of the module. For example, the The Nitrous Fuel Controller is a very cheap kit that can be used to:
However, the output transistor of this module is limited to 10 amps. That’s a fair bit but not enough current to speed control big motors like radiator fans or fuel pumps, or happily pulse multiple car horns (eg as an alarm indication). But by using this module to trigger the electronic relay, each of these uses becomes possible. However, note that there’s a trick to it. Rather than outputting 12V when the Nitrous Fuel Controller’s output is switched on, this module connects to ground when switched on. Therefore, the module connects to the ground line of the relay input rather than the positive side of the input. (The new range of pre-built electronic modules that we’ll be covering soon will use the electronic relay in the same way – allowing the control of very large currents.)  fig06 fig06
If more than a tiny current is available to trigger the relay, it’s very easy to add an extended ‘on’ time to the relay’s operation. This could be useful if for example an intercooler water spray is being operated by a pressbutton switch – you push the switch and release it and the spray continues for (say) 10 seconds.  fig07 fig07
To achieve the extended ‘on’ time, all that’s required is a capacitor wired across the input side of the relay. A 4700uF, 25V cap, for example, extends the ‘on’ time for about 7 seconds. To increase the delay, increase the capacitance. These capacitors are polarised, so make sure that the negative lead of the cap (shown by a line of minus symbols on its body) goes to the negative connection of the relay input and the positive side goes to the positive relay input. Cost of such a capacitor is only about $2. Inductive Loads Heatsinking Conclusion Download the Jaycar SY4086 data sheet hereHFS33_en.pdf ---- |





Mon Mar 16 17:30:05 CET 2015
|
![]() falloutboy
|
Kommentare (0)
| Stichworte:
Fahrwerk
falloutboy
|
Kommentare (0)
| Stichworte:
Fahrwerk
Vibration Analysis, Part 2: Driveline The sources of the vibration conditions that may be found on some 2014 Silverado 1500 and Sierra 1500 and 2015 Silverado, Tahoe, Suburban, Sierra, and Yukon models are most often the tires or driveline components, including axles and propeller shafts. These vibrations often occur at speeds of 35–45 mph (56–72 km/h) or 60–70 mph (96–120 km/h) and are felt in either the seat or steering wheel. The propshaft was balanced using the oscilloscope, but the condition did not improve. Once the rear housing cover was removed, a 0.25–0.28 mm (0.010–0.011 in.) total variation of the backlash of the ring gear was found. The positions of the ring gear were swapped and side shims were installed to bring the backlash down to 0.1–0.12 mm (0.004–0.005 in.). However, the vibration was still present. Training and Tools Once the baseline disturbance was measured, isolation of the first order engine disturbance and diagnosis could begin. Systematically, the serpentine belt was removed, and then the transmission torque converter was unbolted, which resulted in a first order engine frequency at an acceptable level. (Fig. 11) |





Mon Mar 16 17:30:00 CET 2015
|
![]() falloutboy
|
Kommentare (3)
| Stichworte:
Fahrwerk
falloutboy
|
Kommentare (3)
| Stichworte:
Fahrwerk
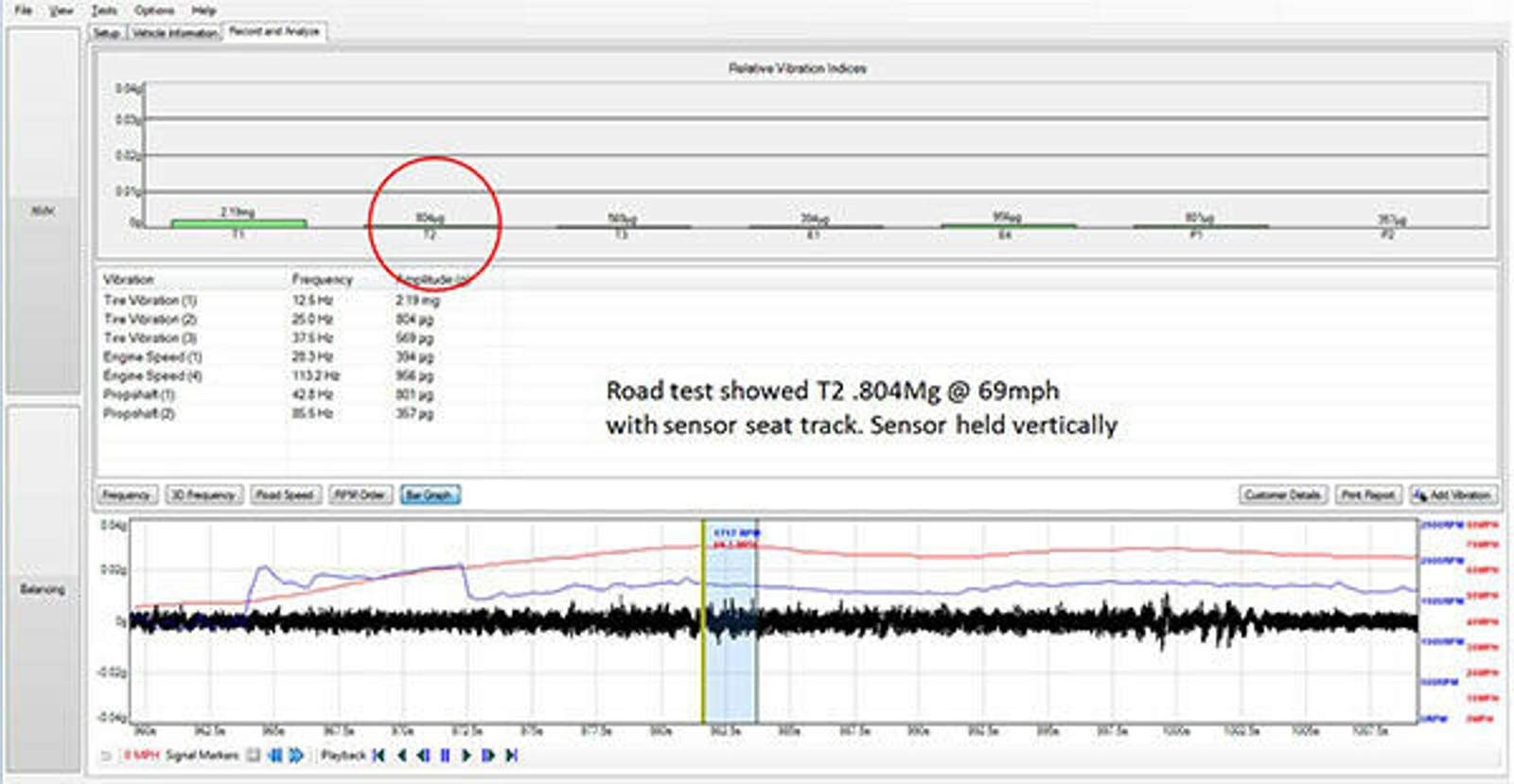
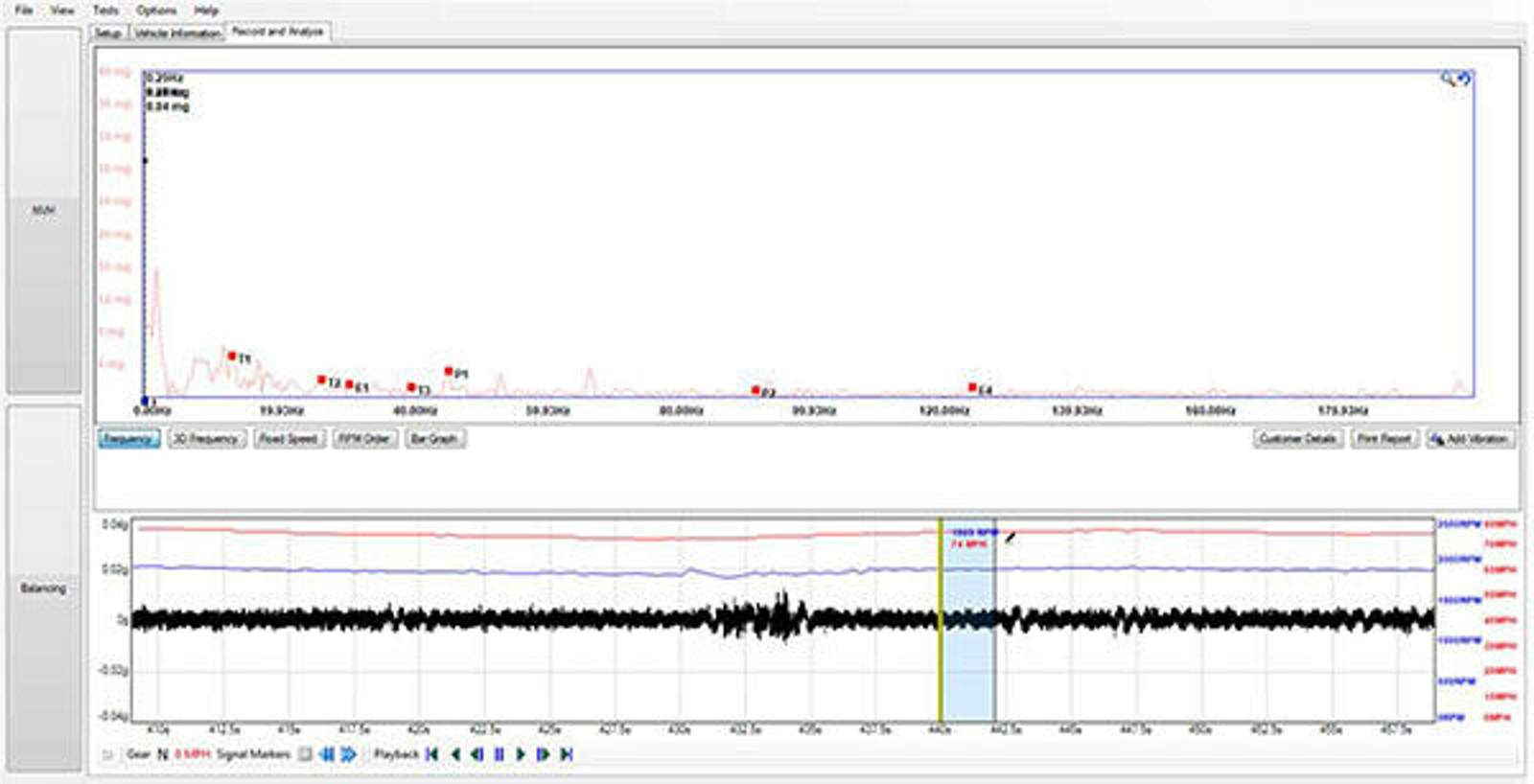
Vibration Analysis, Part 1: Tires There have been several vibration conditions on 2014 Silverado 1500 and Sierra 1500 and 2015 Silverado, Tahoe, Suburban, Sierra, and Yukon models that have proved to be difficult to diagnose. These vibrations often occur at speeds of 35–45 mph (56–72 km/h) or 60–70 mph (96–120 km/h) and are felt in either the seat or steering wheel. Based on this information, the tires were moved from front to back on the same side. This put the highest RFV numbers on the front and the lowest on the rear of the vehicle. A second road test showed a greatly reduced tire vibration amplitude of 0.804 mg at 69 mph. (Fig. 2) Some of the vibration cases may be difficult – but with the right approach and the right tools, a successful diagnosis can be achieved quickly.
First Steps
The first step in determining the cause of a vibration is a test drive with the appropriate diagnostic equipment installed on the vehicle. If the correct tools are not used or the proper procedures are not followed, an incorrect diagnosis will result.
 fig03 fig03
TIP: If the vibration can be duplicated on the rack, the test should be performed a second time with the wheel and tire assemblies removed from the vehicle and the wheel nuts installed to retain the brake discs and/or brake drums. If the vibration is eliminated, focus on the wheel and tire assemblies as the source of the vibration. If the vibration is still present, focus on the vehicle driveline as the source of the vibration. Reviewing the Hunter GSP9700 Road Force Balancer results for the tire with the 2nd order disturbance showed the 1st order harmonic was below specification, but the 2nd order specification was 21 lbs. (Fig. 5) It’s important to look at all harmonic measurements when reviewing the road force measurements and not to dismiss a particular tire based on only one measurement. If present, the CH-51450 Oscilloscope Diagnostic Kit tool will display the primary vibration as a 2nd order disturbance. Be sure to use this information and look at the other harmonic measurements on the Hunter GSP9700 Road Force Balancer. The vibration was corrected by replacing and match-mounting (or vectoring) all four tires. The RFV measurements were 1 lb., 4 lbs., 4 lbs., and 7 lbs. (Fig. 6) TIP: When replacing tires, the road force should be checked before a test drive and after a test drive (minimum of 10–15 miles or 16–24 km/h). Road force on new tires will change dramatically after the tires are warmed up (as much as a 20-lb. reduction). After the test drive, the tire’s road force should be checked. If acceptable RFV cannot be achieved, first try vectoring the tire on the rim before an alternate tire is used. Refer to Bulletin #13-03-10-002: Diagnostic Tips for Difficult to Resolve Tire/Wheel Vibration Concerns. |




Tue Jun 14 16:01:13 CEST 2016 | falloutboy
|
Kommentare (5)
| Stichworte:
Motor
falloutboy
|
Kommentare (5)
| Stichworte:
Motor
In einem Thread über Chevrolet Caprice kam die Frage nach dem EVAP System, seine Funktion und Diagnose auf. Hier einmal mehr über das System, zuerst der allgemeine Wikipedia Eintrag dazu:
Document ID# 304317 - 1999 Chevrolet/Geo Alero Export
Evaporative Emission (EVAP) Control System Operation Description
Purpose
The basic Evaporative Emission (EVAP) Control system used on all vehicles is the charcoal canister storage method. This method transfers fuel vapor from the fuel tank to an activated carbon (charcoal) storage device (canister) to hold the vapors when the vehicle is not operating. When the engine is running, the fuel vapor is purged from the carbon element by intake air flow and consumed in the normal combustion process.
Enhanced EVAP System Operation
FIGURE EVAP Control System Overview(c)
BILD
(1) EVAP Vent Valve/Solenoid
(2) EVAP Vent Valve/Solenoid Ignition Feed Circuit Terminal
(3) EVAP Vent Valve/Solenoid Control Circuit Terminal
(4) EVAP Vent Valve/Solenoid Filter
(5) EVAP Vapor Lines
(6) Fuel Tank Pressure Sensor
(7) Fuel Tank Pressure Sensor Ground Circuit Terminal
(8) Fuel Tank Pressure Sensor Signal Circuit Terminal
(9) Fuel Tank Pressure Sensor Circuit 5 Volt Reference Circuit Terminal
(10) Fuel Filler Pipe
(11) Check Valve (Spitback)
(12) Modular Fuel Sender Assembly
(13) Fuel Limiter Vent Valve (FLVV)
(14) Pressure/Vacuum Relief Valve (Optional)
(15) EVAP Canister
(16) EVAP Canister Purge Valve/Solenoid Ignition Feed Circuit Terminal
(17) EVAP Canister Purge Valve/Solenoid Control Circuit Terminal
(18) Intake Manifold Vacuum Source
(19) EVAP Canister Purge Valve/Solenoid
(20) EVAP Service Port
The EVAP purge solenoid valve allows manifold vacuum to purge the canister. The Powertrain Control Module (PCM) supplies a ground to energize the EVAP purge solenoid valve (purge on). The EVAP purge solenoid control is Pulse Width Modulated (PWM) or turned on and off several times a second. The PCM controlled PWM output is commanded when the appropriate conditions have been met:
Canister purge PWM duty cycle varies according to operating conditions determined by mass air flow, fuel trim, and intake air temperature. Canister purge will be disabled if TP angle increases to above 70%. Canister purge will be re-enabled when TP angle decreases below 66%.
The evaporative leak detection diagnostic strategy is based on applying vacuum to the EVAP system and monitoring vacuum decay.
The fuel level sensor input to the PCM is used to determine if the fuel level in the tank is correct to run the EVAP diagnostic tests. To ensure sufficient volume in the tank to begin the various diagnostic tests, the fuel level must be between 15% and 85%.
The PCM monitors system vacuum level via the fuel tank pressure sensor input.
OBD II Evaporative Emission System - Fuel Tank Vacuum Sensing General Description (Enhanced EVAP)
The evaporative system includes the following components:
Results of Incorrect Operation
EVAP Purge Solenoid, EVAP Vent Solenoid and Fuel Tank Pressure Sensor
The evaporative leak detection diagnostic strategy is based on applying vacuum to the EVAP system and monitoring vacuum decay.
Before the EVAP system diagnostic tests are run the following conditions must be present:
The EVAP system diagnostic tests will be run following a cold start, as indicated by the ECT and IAT sensors. The fuel level sensor input to the PCM is used to determine if the fuel level in the tank is correct to run the EVAP diagnostic tests. To ensure sufficient volume in the tank to begin the various diagnostic tests, the fuel level must be between 15% and 85%.
The PCM monitors vacuum level via the fuel tank pressure sensor input. At an appropriate time, the EVAP purge solenoid and the EVAP vent solenoid are turned on, allowing engine vacuum to draw a small vacuum on the entire evaporative emission system. After the desired vacuum level has been achieved, the EVAP purge solenoid is turned off, sealing the system. A leak is detected by monitoring for a decrease in vacuum level over a given time period, all other variables remaining constant. A small leak in the system will cause DTC P0442 to be set.
If the desired vacuum level cannot be achieved in the test described above, a large leak or a faulty EVAP purge solenoid is indicated. This can be caused by the following conditions:
Any of the above conditions can set DTC P0440.
A restricted or blocked EVAP canister vent path is detected by drawing vacuum into the EVAP system, turning off the EVAP vent solenoid and the EVAP purge solenoid (EVAP vent solenoid Open, EVAP purge PWM 0%) and monitoring the fuel tank pressure sensor input. With the EVAP vent solenoid open, any vacuum in the system should decrease quickly unless the vent path is blocked. A blockage can be caused by the following conditions:
If any of these conditions are present, DTC P0446 will set.
The system checks for conditions that cause the EVAP system to purge continuously by commanding the EVAP vent solenoid on and the EVAP purge solenoid off (EVAP vent solenoid CLOSED, EVAP purge PWM 0%). If fuel tank pressure level increases during the test, a continuous purge flow condition is indicated. This can be caused by the following conditions:
If any of these conditions are present, DTC P1441 will set.
Refer to the DTC charts for further diagnostic procedures regarding the EVAP system.
Visual Check of Evaporative Emission Canister
Cracked or damaged, replace canister.
Fuel leaking from the canister, replace canister and check lines and line routing.
Hier nur die Beschreibung des älteren Systems, anhand eines 1980 Chevrolet Caprice
Fig. 1: The evaporative emission canister is usually mounted in the side of the engine compartment
 fig01
fig01
Fig. 2: Evaporative emission control system schematic for early model "open" design canisters
 fig02
fig02
Fig. 3: Common evaporative emission control schematic for Chevrolet 5.0L engines equipped with thermal vacuum control
 fig03
fig03
Fig. 4: Common closed canister evaporative control schematic for carbureted vehicles equipped with a vacuum solenoid
 fig04
fig04
Fig. 5: Evaporative emission control schematic — fuel injected vehicles
 fig05
fig05
All gasoline vehicles covered by this manual are equipped with an evaporative emission control system which is designed to reduce the amount gasoline vapors which escape into the atmosphere. Float bowl emissions are controlled by internal carburetor modifications and, on later model vehicles, by a vapor line to the canister. Redesigned bowl vents, reduced bowl capacity, heat shields and improved intake manifold-to-carburetor (or throttle body on fuel injected vehicles) insulation reduce vapor loss. The venting of fuel tank vapors into the air has been stopped by means of the carbon canister storage method. This method transfers fuel vapors to an activated carbon storage device which absorbs and stores the vapor that is emitted from the engine's induction system while the engine is not running. When the engine is running, the stored vapor is purged from the carbon storage device by the intake air flow and then consumed in the normal combustion process. The system, in its simplest form, works when manifold vacuum reaches a certain point and opens a purge control valve mounted atop or near the charcoal storage canister. This allows air to be drawn into the canister, thus forcing the existing fuel vapors back into the engine to be burned normally.
The purge function on most earlier model vehicles was controlled by a Thermal Vacuum Switch (TVS) located inline between the canister and the carburetor/intake manifold. The thermal vacuum switch was threaded into a coolant passage such as the thermostat housing and would be activated by engine coolant temperature. As the engine warmed, the switch would open to allow vacuum to the canister or canister control valve.
Later vehicles switched from thermal to electronic control. The purge control on the 231 and on all fuel injected engines is electronically controlled by a normally opened inline purge solenoid which is itself activated by the Electronic Control Module (ECM). On the 231 and most fuel injection systems through 1987, when the system is in the Open Loop mode, the solenoid valve is energized, blocking all vacuum to the purge valve. When the system is in the Closed Loop mode, the solenoid is de-energized, thus allowing existing vacuum to operate the purge valve. This releases the trapped fuel vapor and it is forced into the induction system.
For almost all 1988–89 fuel injected vehicles, a new purge control solenoid was used. This solenoid was a Normally Closed (N/C) component which worked on opposite signals to its predecessor. On these vehicles the ECM would de-energize the solenoid during cold engine operation or idle conditions. When de-energized the solenoid would block all vacuum preventing canister purge. Once the engine was fully warmed and operated above idle, the ECM would energize the solenoid, allowing vacuum to purge the canister of stored fuel vapors.
Many of the carbureted vehicles covered by this book are equipped with a float bowl vent to the canister. On these vehicles a vacuum valve is used to prevent vapor purge from the float bowl when the engine is running. Whenever the engine is off, the valve allows vapors to travel from the float bowl to the canister.
Though a few of the earlier vehicles covered here were equipped with carbon canisters of the "Open" design, meaning that air is drawn in through the bottom (filter) of the canister, most are equipped with a "Closed" design canister which uses a sealed bottom. On later model vehicles equipped with "Closed" design canisters, incoming air which is drawn directly from the air cleaner.
SERVICE
Besides a periodic visual inspection of the system's components, the only periodic service necessary (on early model vehicles so equipped) is canister filter replacement. Later vehicles are equipped with a sealed canister that is not equipped with a replaceable cartridge. On these vehicles, the entire canister assembly must be replaced if any damage occurs or any problems are found with the canister itself.
NOTE: Remember that the fuel tank filler cap is an integral part of the system in that it is designed to seal in fuel vapors. If it is lost or damaged, make sure the replacement is of the correct size and fit so a proper seal can be obtained.
Periodically check for cracks or leaks in the vacuum lines or in the canister itself. The lines and fittings can usually be reached without removing the canister. Cracks or leaks in the system may cause poor idle, stalling, poor driveability, fuel loss or a fuel vapor odor.
Vapor odor and fuel loss may also be caused by; fuel leaking from the lines, tank or injectors, loose, disconnected or kinked lines or an improperly seated air cleaner and gasket.
If the system passes the visual inspection and a problem is still suspected, check the basic operation of the components:
The line from the fuel tank to the canister must be clear and unobstructed. When the engine is OFF, air should pass from the fuel tank towards the canister freely in order to allow vapors to collect in the canister. Make sure the line is free of kinks or obstructions. While the engine is not running, air should NOT be allowed out of the canister.
If equipped with a float bowl vent, the vacuum valve should only allow air to be blown from the carburetor float bowl towards the canister when no vacuum is applied (engine is not running). To test this valve, attempt to blow air through the valve towards the canister with the engine OFF, there should be little or no restriction. Use a hand vacuum pump to apply approximately 15 in. Hg (51 kPa) to the valve, now air should no longer flow towards the canister.
Thermal valves are usually designed to open, allowing vacuum or air pressure towards the canister or control valve only when the engine is warm. Attach a length of hose to the engine side fitting and try blowing towards the canister. Air should be felt at the canister side fitting, only when the engine is at normal operating temperature.
NOTE: When testing valves by blowing air through them, be careful that you are blowing in the proper direction of flow. Many valves are designed to only allow air to flow in one direction and a proper working valve may seem defective if it is tested with air flow only in the wrong direction.
Normally open solenoid valves, which are used on some engines before 1988, should close when energized and open when de-energized. Try blowing air through the valve fittings when the engine is OFF, it should flow with little or no resistance. When the engine is running the solenoid should energize during engine warm-up and de-energize once it has reached normal operating temperature.
Normally closed solenoid valves, used on most 1988–89 engines, should open when energized and close when deenergized. Try blowing air through the valve fittings when the engine is OFF, air should not flow. When the engine is running the solenoid should de-energize during engine warm-up and energize once it has reached normal operating temperature.
Most vacuum and control valves, with the exception of the float bowl valve, are designed to open when vacuum is applied. In either case, all are designed to allow air to pass through only during one condition (vacuum on or off depending on design). To test vacuum valves, try to blow air through the valve with and without vacuum applied. If air can pass through during only 1 of these conditions the valve is likely operating properly. On the other hand if air can always or never flow, the valve is defective. Use a hand vacuum pump to apply approximately 15 in. Hg (51 kPa) to the valve. The valve should open or close (as applicable) and hold the vacuum for at least 20 seconds, or the diaphragm is leaking and the valve must be replaced.
Und nochmal etwas offizieller für einen Document ID# 39915 - 1996 Chevrolet/Geo Caprice
Evaporative Emission (EVAP) Control System
The Evaporative Emission (EVAP) control system used on all vehicles is the charcoal canister storage method. This method transfers fuel vapor from the fuel tank to an activated carbon (charcoal) storage device (canister) to hold the vapors when the vehicle is not operating. When the engine is running, the fuel vapor is purged from the carbon element by intake air flow and consumed in the normal combustion process.
Fuel Vapor Canister
 fig06
fig06
(1) Tank Tube
(2) Air Tube (Fresh Air Inlet)
(3) Purge Tube
The Evaporative Emission (EVAP) control system uses a 1500 cc charcoal canister to absorb fuel vapors from the gas tank.
When gasoline vapor builds enough to overcome the spring tension of the EVAP pressure control valve, the vapor will flow to the canister where it is absorbed and stored by the charcoal. Under certain operating conditions the PCM will command the purge solenoid valve to open. This allows the vapor to flow into the intake manifold for combustion.
EVAP Pressure Control Valve
 fig07
fig07
(1) Control Tube
(2) Tube to Canister
(3) Umbrella Valve
(4) Restriction
(5) Tube to Fuel Tank
(6) Diaphragm
(7) Diaphragm Spring
This system uses an in-line EVAP pressure control valve as a pressure relief valve. When vapor pressure in the tank exceeds approximately 5 kPa (.7 psi) the diaphragm valve opens, allowing vapors to vent to the canister. A 1.14 mm (0.045 inch) orifice in the passage leading to the canister tube causes pressure to drop slowly, preventing the valve from oscillating (buzzing). When the tank pressure drops below 5 kPa (.7 psi), the valve closes causing vapors to be held in the fuel tank.
Results of Incorrect Operation
If the solenoid valve is open, or is not receiving power, the canister can purge to the intake manifold at the incorrect time. This can allow extra fuel during warm-up, which can cause rough or unstable idle.
EVAP Vacuum Switch
 fig08
fig08
EVAP Purge Vacuum Switch
The EVAP Purge Vacuum Switch is used by the PCM to monitor EVAP canister purge solenoid operation and purge system integrity. The EVAP Purge Vacuum Switch should be closed to ground with no vacuum present (0% EVAP Purge PWM). With EVAP Purge PWM at 25% or greater, the EVAP Purge Vacuum Switch should open.
An incorrect EVAP Purge system flow should set a DTC P0441. A continuous purge condition with no purge commanded by the PCM should set a DTC P1441. Refer to Evaporative Emission (EVAP) Control System for a complete description of the EVAP system.
EVAP Control System Schematic
(1) Throttle Body
(2) EVAP Solenoid Valve
(3) EVAP Vacuum Switch
(4) EVAP Canister
(5) EVAP Pressure Control Valve
(6) Floating Roll-Over Valve
(7) Fuel Tank
Visual Check of EVAP Canister
If cracked or damaged, replace EVAP canister.
Evaporative Emission (EVAP) Pressure Control Valve
With a hand vacuum pump, apply approximately 51 kPa (15 in. Hg) to the control vacuum tube. After ten seconds, there should be at least 17 kPa (5 in. Hg) vacuum remaining. Be sure the hand vacuum pump being used does not have an internal leak and the hose connections to control vacuum tube and pump are secure. If after 10 seconds there is less than 17 kPa (5 in. Hg) vacuum, the valve must be replaced.
With 51 kPa (15 in. Hg) vacuum still applied to the control vacuum tube, attach a short piece of hose to the valves tank tube side. Blow into the tube. You should feel the air pass through the valve. If air does not pass through, the valve must be replaced.